|
To: Metal Casters, World Around
From: Tom Reed, BEF Director of Research
Subject: Metal Casting Gasifier
The furnace shown here was invented by my friend and metal caster, Agua Das
(aguadas@onebox.com). He uses it to melt bronze at Fairs such as the Rennaisance festivals. He operates it on any biomass junk, and since he is in attendance he knows where to shake it and poke it.(Like Bogart in �African Queen�). It is a matter of principle with Das that he will purchase nothing he doesn�t have to. This is all made with a paint can and a coffee can, but feel free to make it larger with other cans. The principles of operation are:
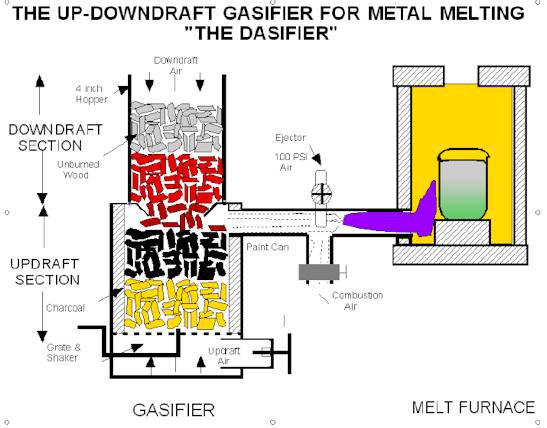
1 All draft is induced by a tiny hole ( 0.0135� #80) drilled perpendicular to the length at the tip of a flowed shut piece of �� copper tubing fed from an old refrigerator compressor operating an ejector firing into the kiln. It draws gas from the gasifier and combustion air from a secondary valve to make a good mix. By adjusting the air flow you change the power level (the throttle) and by adjusting the air mix you change the air/fuel ratio (the choke).
2 The kiln is approximately 12 in OD with refractory fiber insulation and a rigidized riser sleeve inside surface. The crucible was 5 in diameter. It takes 10 to 20 minutes for the kiln to reach bronze pouring temperature 2150 F.
3 The upper can is filled with �junk� biomass, anything lying around, but the denser the fuel, the less often you need to fill. I would recommend wood pellets, (particularly when they start supplying them in 1/2in diameter).
4 The upper can operates as a conventional downdraft
gasifier.
5 The lower can is an updraft charcoal gasifier, so that the excess charcoal from the upper can may be gasified as needed by slightly opening the updraft air valve on the bottom. This causes a downward movement of materials bringing fresh energetic char into the gasification zone strengthening the flame in the forge. More recently I have been using a char removal auger to collect char instead of burning it. My garden loves the char. The climate loves it even more. Each pound of gasified wood chips replacing propane or oil prevents a pound of CO2 greenhouse gas spew. Each pound of char put into the garden (not burned) captures 3 pounds of CO2 greenhouse gas long term carbon sink.
Operating Procedure
When you start up the gasifier, sweeten the forge/flare with propane until the refractory is up to temperature and the gas will support its own flame this prevents smoke release into the neighborhood. Be a good neighbor. Adjust the air fuel ratio to get a good strong roar with only a short wisp of flame out the top. When the sound changes, check out why? Add fuel, shake, remove char, adjust fuel/air ratio etc. This should operate quite stable without much attention.
With practice you can make a medium sized sand casting mold in 15 minutes so you will be ready with a mold when the metal is ready to pour.
Automatic feed and char removal are worthwhile options for uses other than foundry forge.
Melt with a slightly oxidizing flame to prevent hydrogen porosity and get good high density pours. Deoxidize just before pouring to bring up fluidity to get fine casting detail.
Hot Metal Safety Wear slip on shoes around a pour so you can kick them off quickly without unlacing. Do not work on a concrete floor without a thick layer of sand.
Background
In 1979 I observed bronze casting in Guatemala with charcoal fuel and bellows. They make their own crucible with clay/charcoal mix that is strong enough to lift with tongs by the lip with 3 lb molten metal. The 3 lb pour used 15 lbs charcoal fuel. It takes 5 lbs wood to make a pound of charcoal. That means that
25 lbs wood biomass is consumed for each pound of char melted bronze poured.
This gasifier brings the fuel consumption down to 1 to 2 lbs wood chips per pound of bronze poured. This is a tremendous savings and improvement on efficiency.
I have always been surprised that no metal founder has copied this.
For more details you can try to reach Das at 303 524 4339
aguadas@onebox.com
Yours truly
Thomas B. Reed
President, BEF
|
